


衣宝廉&俞红梅解析电解制氢与氢储能
发布日期:2019/6/11
预计未来5~10年质子交换膜水电解制氢产品将逐步进入产业化制氢市场,用于储能与工业加氢领域。在技术上,则需针对SOEC的关键材料与部件、电解池测试装置和测试方法等方面开展研究,建议鼓励基础研究与应用研究,逐步解决高温SOEC水电解技术的材料与电堆结构设计问题,逐步实现高效SOEC制氢储能的示范应用。基于可再生能源大规模消纳的电解水制氢技术有望成为电网和制氢、用氢行业的共同选择。
氢储能特点
可再生能源是人类社会的重要发展方向。可再生能源的消纳是制约可再生能源发展的关键技术之一。由于可再生能源(如水电、风能、太阳能)的间歇性特点,不能长时间持续、稳定地输出电能,导致大量弃风、弃光现象发生。储能技术可将可再生能源发电储存起来,在需要时释放,以保障可再生能源发电持续、稳定的电能输出,提高电网接纳间歇式可再生能源的能力。
以往的储能技术分为物理储能、化学储能及热储能。物理储能包括机械储能(抽水储能、压缩空气储能、飞轮储能)与电磁储能(超级电容器、超导储能);化学储能基于电化学原理进行储电,如铅酸蓄电池、锂离子电池、钠硫电池、液流电池等;热储能是将热能储存在隔热容器的媒介中,实现热能的直接利用或热发电。这些技术的主要目的均是储电,利于充放电短周期内的就地使用,若需要进行长周期的储能,如不同季节,储电则会受到其容量的限制。
在新能源体系中,氢能是一种理想的二次能源,与其他能源相比,氢热值高,其能量密度(140MJ/kg)是固体燃料(50MJ/kg)的两倍多。且燃烧产物为水,是最环保的能源,既能以气、液相的形式存储在高压罐中,也能以固相的形式储存在储氢材料中,如金属氢化物、配位氢化物、多孔材料等。因此,氢被认为是最有希望取代传统化石燃料的能源载体。对可再生和可持续能源系统而言,氢气是一种极好的能量存储介质。氢气作为能源载体的优势在于:①氢和电能之间通过电解水与燃料电池技术可实现高效率的相互转换;②压缩的氢气有很高的能量密度;③氢气具有成比例放大到电网规模应用的潜力。同时,可将具有强烈波动特性的风能、太阳能转换为氢能,更利于储存与运输。所存储的氢气可用于燃料电池发电,或单独用作燃料气体,也可作为化工原料。
氢能的来源
制氢的方式有很多,包括:化石燃料重整、分解、光解或水电解等。全球每年总共需要约40亿t氢气应用于氨的生产、有机物的加氢、石油精炼、金属冶炼、电子制造、产生高温火焰以及冷却热发电机等方面。迄今为止,95%以上的氢气是通过化石燃料重整来获得,生产过程必然排出CO2,而电解水技术利用可再生能源获得的电能来进行电网规模级别产氢,可实现CO2的零排放,约占全世界4%~5%的H2的生产量。目前我国是世界第一大氢气生产国,已连续7年居世界第一位,主要受价格因素影响,其中超过95%的氢气来源于化石能源。
通过水电解方式获得的氢气纯度较高,可达99.9%以上,可直接应用于对氢气纯度要求较高的精密电子器件制造行业。
电解制氢技术
电解水制氢是在直流电的作用下,通过电化学过程将水分子解离为氢气与氧气,分别在阴、阳两极析出。根据隔膜不同,可分为碱水电解、质子交换膜水电解、固体氧化物水电解。
工业化的水电解技术的工业应用始于20世纪20年代,碱性液体电解槽电解水技术已经实现工业规模的产氢,应用于氨生产和石油精炼等工业需求。20世纪70年代之后,能源短缺、环境污染以及太空探索方面的需求带动了质子交换膜电解水技术的发展。同时特殊领域发展所需的高压紧凑型碱性电解水技术也得到了相应的发展。目前可实际应用的电解水制氢技术主要有碱性液体水电解与固体聚合物水电解两类技术。
(一)碱性液体电解槽水电解制氢
碱性液体水电解技术是以KOH、NaOH水溶液为电解质,如采用石棉布等作为隔膜,在直流电的作用下,将水电解,生成氢气和氧气。产出的气体需要进行脱碱雾处理。碱性液体水电解于20世纪中期就实现了工业化。该技术较成熟,运行寿命可达15年。碱性电解槽以含液态电解质和多孔隔板为结构特征,如图1所示。
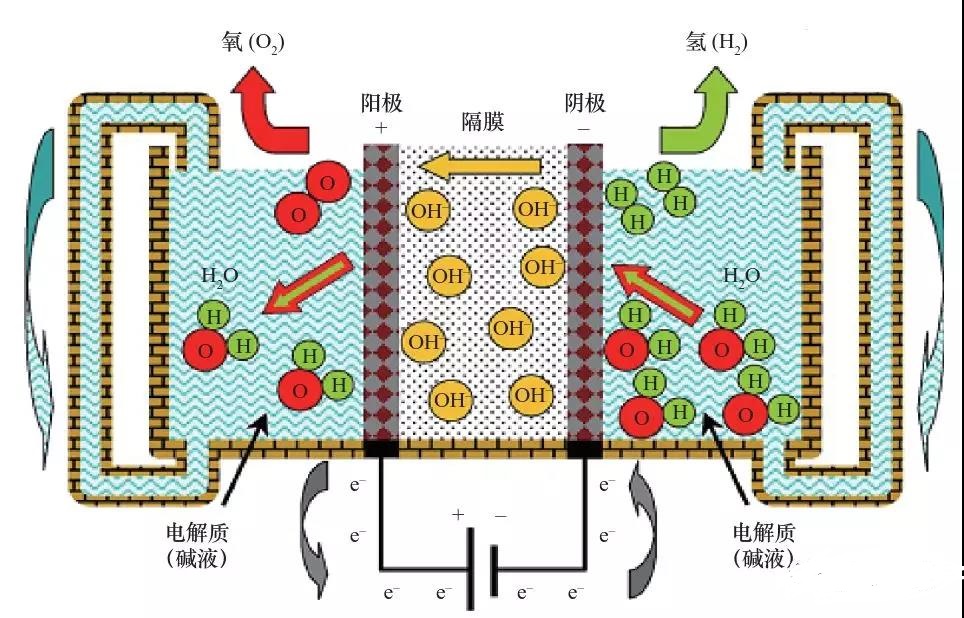
图1碱性液体水电解原理示意图
通常,碱性液体电解质电解槽的工作电流密度约为0.25A/cm2,能源效率通常在60%左右。在液体电解质体系中,所用的碱性电解液(如KOH)会与空气中的CO2反应,形成在碱性条件下不溶的碳酸盐,如K2CO3。这些不溶性的碳酸盐会阻塞多孔的催化层,阻碍产物和反应物的传递,大大降低电解槽的性能。另一方面,碱性液体电解质电解槽也难以快速的关闭或者启动,制氢的速度也难以快速调节,因为必须时刻保持电解池的阳极和阴极两侧上的压力均衡,防止氢氧气体穿过多孔的石棉膜混合,进而引起爆炸。如此,碱性液体电解质电解槽就难以与具有快速波动特性的可再生能源配合。
(二)固体聚合物水电解制氢
由于碱性液体电解质电解槽仍存在着诸多问题需要改进,促使固体聚合物电解质(SPE)水电解技术快速发展。首先实际应用的SPE为质子交换膜(PEM),因而也称为PEM电解。以质子交换膜替代石棉膜,传导质子,并隔绝电极两侧的气体,这就避免了碱性液体电解质电解槽使用强碱性液体电解质所带来的缺点。同时,PEM水电解池采用零间隙结构,电解池体积更为紧凑精简降低了电解池的欧姆电阻,大幅提高了电解池的整体性能。PEM电解槽的运行电流密度通常高于1A/cm2,至少是碱水电解槽的四倍以上,具有效率高、气体纯度高、绿色环保、能耗低、无碱液、体积小、安全可靠、可实现更高的产气压力等优点,被公认为制氢领域极具发展前景的电解制氢技术之一。
典型的PEM水电解池主要部件包括阴阳极端板、阴阳极气体扩散层、阴阳极催化层和质子交换膜等。其中,端板起固定电解池组件,引导电的传递与水、气分配等作用;扩散层起集流,促进气液的传递等作用;催化层的核心是由催化剂、电子传导介质、质子传导介质构成的三相界面,是电化学反应发生的核心场所;质子交换膜作为固体电解质,一般使用全氟磺酸膜,起到隔绝阴阳极生成气,阻止电子的传递,同时传递质子的作用。质子交换膜水电解制氢原理,如图2所示。目前,常用的质子交换膜有Nafion®(DuPont)、Dowmembrane(DowChemical)、Flemion(®AsahiGlass)、Aciplex®-S(AsahiChemicalIndustry)与Neosepta-F®(Tokuyama)等。与碱性水电解相比,PEM水电解系统无需脱碱,压力调控裕度更大。在商业化初期PEM的成本主要集中在PEM电解池本身。在PEM水电解池中,由扩散层、催化层与质子交换膜组成的膜电极是水电解反应发生的场所,是电解池的核心部件。提高运行的电流密度,可以降低电解的设备投资。而且,宽范围的运行电流密度更有利于配合可再生能源的波动性。
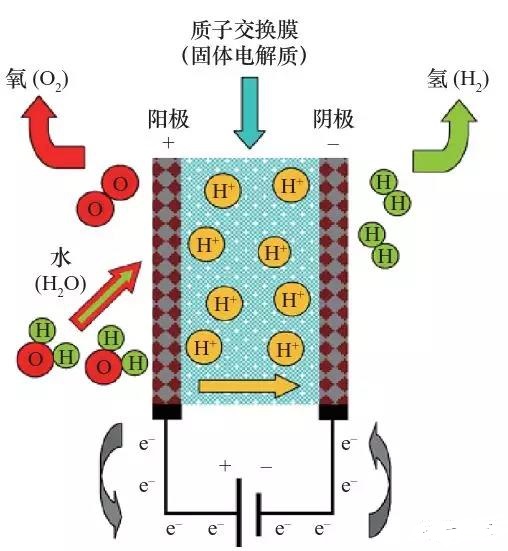
图2质子交换膜水电解制氢原理
由于极化的存在,电解池的实际电解电压超过了热力学所获得的理论电解电压Erev。电解池的极化包括活化极化、欧姆极化与浓差极化。PEM水电解电极反应中阳极析氧反应极化远高于阴极析氢反应的极化,是影响电解效率的重要因素。电化学极化主要与电催化剂的活性相关,选择高活性的催化剂、改善电极反应的三相界面有利于降低电化学极化。且电解水反应析氢/析氧,特别是析出的原子氧具有强氧化性,对阳极侧的催化剂载体与电解池材料的抗氧化与耐腐蚀要求较高。理想的析氧电催化剂应具有高的比表面积与孔隙率、高的电子传导率、良好的电催化性能、长期的机械与电化学稳定性、小的气泡效应、高选择性、便宜可用与无毒性等。满足上述条件的析氧催化剂主要是Ir、Ru等贵金属/氧化物以及以它们为基的二元、三元合金/混合氧化物。因为Ir、Ru的价格昂贵且资源稀缺,而目前的PEM电解槽的Ir用量往往超过2mg/cm2,迫切需要减少IrO2在PEM水电解池中的用量。商业化的Pt基催化剂可直接用于PEM水电解阴极的析氢反应,现阶段PEM水电解阴极的Pt载量约为0.4~0.6mg/cm。
PEM水电解的欧姆极化主要来源为电极、膜和集流体的欧姆电阻,膜电阻是欧姆极化损失的主要来源,膜电阻随着膜厚度的增加而增加。为降低膜电阻,可选择较薄的膜以降低欧姆极化,同时需综合考虑气体的渗透与膜的降解因素,且生成气体在膜内的渗透随着电解时间与温度的增加而增加,并且反比于膜的厚度。选用导电性能优良的材料来制备电极和集流体,提高催化层和膜内的质子传导率与降低各组件的接触电阻、减小催化层的厚度有利于降低欧姆极化。而浓差极化与水的供给及产出气体的排出直接相关,受扩散层亲水、憎水特性以及流场设计的影响。PEM水电解的扩散层多采用Ti基材料并进行耐腐蚀表面处理,以抵抗析氢、析氧条件下的腐蚀问题,扩散层材料本身既涉及欧姆极化,扩散层结构又与扩散极化相关,需要综合考虑。Ti基材本身的成本与表面处理材料的成本在PEM电堆中占比较高。由于催化剂与电解池材料的成本较高,现阶段PEM水电解技术价格高于传统的碱水电解技术,主要途径是提高电解池的效率,即提高催化剂、膜材料与扩散层材料的技术水平。
电解制氢技术研发与应用进展
PEM水电解技术于20世纪70年代被用作美国海军的核潜艇中的供应氧气装置。20世纪80年代,美国国家航天宇航局(NASA)又将PEM电解水技术应用于空间站中,作宇航员生命维持及生产空间站轨道姿态控制的助推剂。近年来许多国家在PEM水电解技术的开发中取得长足的进步。
日本的“NewSunlight”计划及“WE-NET”计划始于1993年,计划到2020年投资30亿美元用于氢能关键技术的研发,其中将PEM水电解制氢技术列为重要发展内容,目标是在世界范围内构建制氢、运输和应用氢能的能源网络。2003年,“WENET计划”研制的电极面积已达1~3m2,电流密度为25000A/m2,单池电压为1.705V,温度为120℃,压力为0.44MPa。2018年年初,为配合燃料电池车的商业推广,日本氢能企业联盟的11家公司宣布成立日本H2Mobility,全面开发日本燃料电池加氢站,旨在到2020年建成160个加氢站。
在欧洲,法国于1985年开展了PEM水电解研究。俄罗斯的Kurchatov研究所也在同期展开了PEM水电解研究,制备了一系列不同产气量的电堆。由欧盟委员会资助的GenHyPEM计划[6]投资260万欧元,专门研究PEM水电解技术,其成员包括德国、法国、美国、俄罗斯等国家的11所大学及研究所,目标是开发出高电流密度(>1A/cm)、高工作压力(>5MPa)和高电解效率的PEM水电解池。其研制的GenHy®系列产品电解效率能达90%,系统效率为70%~80%。由Sintef、UniversityofReading、Statoil和Mumatech等公司及大学联合开展的NEXPEL项目,总投资335万欧元,致力于新型PEM水电解池制氢技术的研究,目标降低制氢成本(5000欧元/Nm3),电解装置寿命达到40000h。
欧盟于2014年提出PEM水电解制氢的三步走的发展目标:第一步是满足交通运输用氢需求,适合于大型加氢站使用的分布式PEM水电解系统;第二步是满足工业用氢需求,包括生产10MW、100MW和250MW的PEM电解池;第三步是满足大规模储能需求,包括在用电高峰期利用氢气发电,家庭燃气用氢和大规模运输用氢等。提出PEM水电解制氢要逐渐取代碱性水电解制氢的计划。在欧盟规定电解器的制氢响应时间在5s之内,目前只有PEM水电解技术可以满足这个要求。
加拿大Hydrogenics公司于2011年在瑞士实施HySTAT™60电解池的项目,为加氢站提供电解槽产品。每天可电解产生130kg纯氢。至今,Hydrogenics公司已在德国、比利时、土耳其、挪威、美国、瑞士、法国、瑞典等建成颇具规模的加氢站,加氢压力达70MPa。2012年ACTransit公司在Emeryville开放了太阳能电解水加氢站,利用510kW的太阳能电解水制氢,可满足12台公共汽车或20台轿车的氢气使用需要。电解制氢机由Proton公司提供,日产氢气65kg(压强5000~10000psi)。德国至2016年,已建造成50座加氢站。
从商业化产品角度,美国ProtonOnsite、Hamilton、GinerElectrochemicalSystems、SchatzEnergyResearchCenter、Lynntec等公司在PEM水电解池的研究与制造方面处于领先地位。Hamilton公司所生产的PEM水电解器,产氢量达30Nm3/h,氢气纯度达到99.999%。GinerElectrochemicalSystems公司研制的50kW水电解池样机高压运行的累计时间已超过150000h,该样机能在高电流密度、高工作压力下运行,且不需要使用高压泵给水。
目前,ProtonOnsite公司是世界上PEM水电解制氢的首要氢气供应商,其产品广泛应用于实验室、加氢站、军事及航空等领域。ProtonOnsite公司在全球72个国家有约2000多套PEM水电解制氢装置,占据了世界上PEM水电解制氢70%的市场。HOGEN-S和HOGEN-H型电解池的产气量从0.5~6m3/h,氢气纯度可达99.9995%,不用压缩机气体压力达1.5MPa。最新开发的HOGEN®C系列主要应用于加氢站,能耗为5.8~6.2kW·h/Nm3,单台产氢量为30Nm3/h(65kg/d),是H系列产氢量的5倍,所占空间只有H系列的1.5倍。2006年,英格兰首个加氢站投入使用,由ProtonOnsite的HOGEN®H系列电解池与气体压缩装置所组成,日产氢量为12kg。该加氢站与65kW风力发电机配套使用。2009年该公司研发的PEM水电解池在操作压力约16.5MPa的高压环境下运行超过18000h,报道的PEM电解槽寿命超过60000h。2015年,ProtonOnsite公司又推出了适合于储能要求的M系列的产品,产氢能力达400m3/h,成为世界首套兆瓦级质子交换膜水电解池,日产氢气可达1000kg,有望适应日益增长的大规模储能需求。
五、氢储能与应用的发展
随着电解制氢技术的迅速发展,将其应用于可再生能源消纳的示范工程不断涌现。Power-to-Gas,即从可再生能源发电转换为氢气,逐渐成为国际上可再生能源发展应用的一个重要方向。2012年德国意昂集团的Power-to-Gas项目,于Falkenhagen地区在电低峰期用剩余的电力通过电解水生产氢气,于2013年起注入当地天然气管道,在用电高峰时为电网提供能量,提高了电能的利用率,减少了峰谷电浪费。2014年多伦多地区的Power-to-Gas项目,部署总容量2MW的制氢装置。电网运营商根据用电需求选择在用电低谷将剩余的电能转换为氢,在用电高峰时再将氢转变成电能并入电网使用,藉此将氢能技术用于储能。
2017年以来,PEM电解制氢的工业应用在世界各地的推进速度急剧上升。挪威的Nel公司收购了美国的ProtonOnsite公司,而Siemens、Giner、Hydrogenics公司也相继推出可再生能源氢储能的兆瓦级产品,德国H&RÖlwerkeSchindler公司采用Siemens的5MW电解技术制氢,投资逾1000万欧元,每年将生产数百吨氢气。生产的氢气用作石油精炼的原料,成为可再生能源电解制氢大规模工业应用的先例。
氢的储运是氢储能与利用所需要考虑的问题,除了槽车运输,高压氢气管道输送也正在发展。德国的Power-to-Gas项目,将氢气混入天然气管道输送,液化空气公司所属的百公里的纯氢输送管道也已经成功投入使用。
从技术先进性分析,PEM电解优于碱水电解,但目前成本较高。美国可再生能源国家实验室发布了以风能提供电力,以PEM水电解制氢的评估报告,其中对PEM技术的放大进了成本预测。预计063中国工程科学2018年第20卷第3期当PEM制氢技术的规模从10kg/d发展到1000kg/d时,电解池堆的成本所占份额将从目前的40%降至10%,预示大规模PEM制氢将在降低成本上有较大幅度的空间。
在PEM电解水制氢的标准规范方面,国际电工协会IEC/TC105已经启动PEM制氢标准制订,预计在2019—2020年发布。
我国目前的可再生能源发电的利用率不高,大量存在弃水、弃风和弃光。仅2015年,全国弃风电量为3.39×1010kW·h,按每5kW·h电生产1标方氢气计算,2015年我国弃风资源制氢能力为6.78×109标方/a,即6.1×105t/a。以2016年全年的弃水、弃光、弃风电量合计,则可制氢3×106t。若将这些弃电用于制氢,即利用波动电制氢能将不能贮存的电制成氢贮存起来,对电站稳态生产、提高经济效益、延长发电设备寿命、充分利用可再生资源有重大作用。
国内的电解制氢状况
目前,碱水电解制氢在国内已经工业化,我国电解水装置的安装总量在1500~2000套左右,通过电解水所制氢气总量在8×104t/a,碱性电解水技术占绝对主导地位。在碱性电解水设备方面,目前国内设备的水平最大可达1000标方/h。代表企业有苏州竞立制氢设备有限公司、天津市大陆制氢设备有限公司等。由于产品需进行脱碱等处理,不仅设备体积大,而且有污染。
国内的PEM水电解制氢技术尚处于从研发走向工业化的前期阶段,国内的PEM水电解技术研究起步于20世纪90年代,针对特殊领域制氢、制氧的需求,主要研发单位有中科院大连化学物理研究所、中船重工集团718研究所、中国航天科技集团公司507所。目前市场上小批量销售的PEM电解产品主要是国外产品的代理,产氢量范围为0.3~2.0Nm3/h。中国科学院大连化学物理研究所从20世纪90年代开始研发PEM水电解制氢,在2008年开发出产氢气量为8Nm3/h的电解池堆及系统,输出压力为4.0MPa、纯度为99.99%。2010年大连化学物理研究所开发出的PEM水电解制氢机能耗指标优于国际同类产品。从单机能耗上看,国内的PEM制氢装置较优,但在规模上与国外产品还有距离。
有距离。2017年河北沽源开始建设10MW级利用风电制氢的示范项目,采用国外电解制氢机,将风电转化为氢气。沽源风电制氢项目的规划为:生产出的一部分氢气将用于工业生产,降低工业制氢产业中煤炭、天然气等化石能源消耗量;另一部分将在氢能源动力汽车产业具备发展条件时,用于建设配套加氢站网络。
新型电解水技术
虽然商业化PEM水电解装置已经面世,但PEM水电解池的酸性电解质环境中所使用的质子交换膜和贵金属电催化剂的成本过高,不利于PEM水电解池的大规模推广。因此,在降低电解能耗的同时,发展新的低成本电解体系的需求更为迫切。
在碱性条件下,由于可以使用低成本的非贵金属催化剂,从而使得电解池成本大幅下降,结合固体电解质与碱性体系这两个特点,采用碱性固体电解质代替质子交换膜,用以传导氢氧根离子、隔绝电极两侧的气体,电解池的阴阳两极与固体聚合物阴离子交换膜密切接触,从而降低两极之间的电压降,将传统碱性液体电解质水电解与PEM水电解的优点结合起来,碱性固体阴离子交换膜(AEM)水电解技术应运而生。
AEM水电解中的隔膜材料为可传导OH–的固体聚合物阴离子交换膜,催化剂可采用与传统碱性液体水电解相近的Ni、Co、Fe等非贵金属催化剂,相比PEM水电解采用贵金属Ir、Pt,催化剂成本将大幅降低,且对电解池双极板材料的腐蚀要求也远低于对PEM水电解的要求。现阶段的研发集中于碱性固体聚合物阴离子交换膜与高活性非贵金属催化剂。主要研发机构有美国国家可再生能源实验室、ProtonOnsite公司、NortheasternUniversity、PennStateUniversity、英国UniversityofSurrey、中国科学院大连化学物理研究所、武汉大学等。目前主要集中于阴离子交换膜的研发,正在解决阴离子交换膜的寿命问题。当关键材料获得突破之后,工业规模的放大则可沿用PEM水电解与液体碱水电解的成熟技术。
从提高能效的角度,以固体氧化物电解质的固体氧化物水电解技术(SOEC)采用固体氧化物作为电解质材料,可在400~1000℃高温下工作,可以利用热量进行电氢转换,具有能量转化效率高且不需要使用贵金属催化剂等优点,因而效率可达100%。
日本的三菱重工、东芝、京瓷等公司的研究团队对SOEC的电极、电解质、连接体等材料和部件等方面开展了研究。美国Idaho国家实验室、BloomEnergy、丹麦托普索燃料电池公司、韩国能源研究所以及欧盟Relhy高温电解技术发展项目,也对SOEC技术开展了研究,研究方向也由电解池材料研究逐渐转向电解池堆和系统集成。美国Idaho国家实验室的项目SOEC电堆功率达到15kW,采用CO2+H2O共电解制备合成气。美国Idaho国家实验室与Ceramatec公司合作,实现了运行温度在650~800℃范围内产物CO和H2的定量调控[8];他们还将电解产物直接通入300℃含有Ni催化剂的甲烷化反应器,获得了40%~50%(vol)的甲烷燃料,证实了CO2/H2O共电解制备烃类燃料的可行性。
德国Sunfire公司在2017年推出初期产品,在加氢站进行示范。国内的中国科学院大连化学物理研究所、清华大学、中国科技大学在固体氧化物燃料电池研究的基础上,开展了SOEC的探索。SOEC对材料要求比较苛刻。在电解的高温高湿条件下,常用的Ni/YSZ氢电极中Ni容易被氧化而失去活性,其性能衰减机理和微观结构调控还需要进一步研究。常规材料的氧电极在电解模式下存在严重的阳极极化和易发生脱层,氧电极电压损失也远高于氢电极和电解质的损失,因此需要开发新材料和新氧电极以降低极化损失。其次,在电堆集成方面,需要解决在SOEC高温高湿条件下玻璃或玻璃–陶瓷密封材料的寿命显著降低的问题。若在这些问题上有重大突破,则SOEC有望成为未来高效制氢的重要途径。量将减少约6×109t,为限制全球变暖的2℃目标贡献20%的力量。国际氢能理事会预计,到2050年,氢的年需求量可能增加10倍,达到接近80EJ(8×1019J)。
氢储能技术可以实现季节性的储能。现有的工业化碱液电解技术在解决近期可再生能源的消纳中便于快速应用,PEM水电解技术替代碱液水电技术是发展趋势。世界上发达国家先进的PEM电解水制氢产品正在向适应储能的规模化发展,逐渐替代碱液水电解,并呈现在全球可再生能源领域扩张的趋势。
2016年以来,国家发展和改革委员会与能源局相继发文,支持可再生能源制氢的发展,宜值此契机,加大对PEM水电解制氢技术的商业化示范,并结合商业化推广降低水电解制氢成本,促进水电解制氢与可再生能源的结合。预计未来5~10年质子交换膜水电解制氢产品将逐步进入产业化制氢市场,用于储能与工业加氢领域。在技术上,则需针对SOEC的关键材料与部件、电解池测试装置和测试方法等方面开展研究,建议鼓励基础研究与应用研究,逐步解决高温SOEC水电解技术的材料与电堆结构设计问题,逐步实现高效SOEC制氢储能的示范应用。基于可再生能源大规模消纳的电解水制氢技术有望成为电网和制氢、用氢行业的共同选择。
来源:能源情报 作者:俞红梅 衣宝廉 中科院大连化学物理研究所《中国工程科学》

